




































Thermal Interface Material Dispensing: Equipment Selection for Abrasive TIMs
Introduction
The first sign is usually a pump that starts running rough. Then your shot weights drift. Then you're pulling the system apart to find components ground down by a material that looked completely benign on the datasheet.
Thermal interface materials — gap fillers, thermal gels, pastes, and putties — are some of the most abrasive fluids you will run through dispensing equipment. The same ceramic particles that make a TIM perform at 5 W/m·K or 8 W/m·K are essentially liquid sandpaper inside your pump, valve, nozzle, and hoses. Standard stainless steel components fail in weeks. Standard time-pressure dispensing loses accuracy long before the equipment shows visible wear.
This guide covers why high-performance TIMs are abrasive, which dispense technologies actually handle them reliably, and what to specify in every fluid path component to build a system that lasts. For EV battery pack assembly specifically, see TIM dispensing for EV batteries — which covers coverage specs, void limits, and production rate requirements.
What W/m·K Means — and Why It Predicts Abrasivity
Thermal conductivity in watts per meter-kelvin (W/m·K) measures how efficiently a material transfers heat. A TIM rated at 1 W/m·K conducts heat modestly. One rated at 5 W/m·K conducts five times as effectively under the same conditions. High-performance TIMs used in EV battery modules and power electronics commonly fall in the 3–10+ W/m·K range.
That thermal conductivity comes from ceramic or mineral fillers: aluminum oxide (alumina), boron nitride, zinc oxide, aluminum nitride. To reach 3–10 W/m·K, manufacturers load these fillers at 50–80% by volume. Aluminum oxide has a Mohs hardness of approximately 9 — close to diamond. At 50–80% loading, the material flowing through your pump is not a lubricating fluid. It is a grinding compound.
Specific gravity is one of the most reliable indicators of what you are dealing with. A TIM with a specific gravity of 2.8–3.5 is significantly more abrasive and harder to keep homogeneous than one at 1.8–2.2. When evaluating a TIM, always cross-reference the W/m·K value with specific gravity on the datasheet. A high thermal conductivity claim with unexpectedly low specific gravity is worth questioning.
The Actual Problems High-Filler TIMs Create in Production
Understanding the failure modes before you specify equipment prevents the expensive mistakes.
Accelerated wear on every surface the material contacts. Pumps, valves, nozzle tips, hoses, and fittings all wear. Standard 316 stainless steel — the default material in most dispensing equipment — fails quickly on heavily filled TIMs. You see it in increasing shot weight variation, then visible erosion on wetted components, then contamination of the material itself as worn particles shed into the fluid path.
Pressure-related leakage. Viscous, filled materials require significant pressure to move. That pressure forces material past seals and through any imperfect connection. Abrasive particles accelerate wear on sealing surfaces, turning a minor weep into a full bleed-out faster than you would expect.
Filler settling. Ceramic particles are heavy. Leave a cartridge, pail, or drum sitting for a few hours and the fillers migrate to the bottom. The material dispensed at the start of a shift can have meaningfully different filler content — and different thermal conductivity — than material dispensed at the end. You pay for 6 W/m·K and get 3 W/m·K in the bond line where it matters.
Shear damage to fillers. Excessive shear during dispensing can break down filler particles, reducing effective thermal conductivity. This is a hidden failure mode: the material looks fine, dispenses fine, but underperforms thermally.
Dispense Technology Comparison for Abrasive TIMs
The technology choice matters more with TIMs than with almost any other material.
Time-pressure dispensing — Not suitable for abrasive TIM production. Time-pressure systems rely on a regulated air supply to push material through a nozzle for a controlled duration. As components wear, back-pressure changes, and shot weight drifts. You are calibrating constantly, and the calibration window narrows as wear progresses. Acceptable for very low-volume or prototyping work. Not for production.
Piston / shot meters — A good option for precision applications when built with wear-resistant materials throughout. Piston meters deliver true volumetric dispensing — the shot size is defined by displacement, not time and pressure, so accuracy holds as wear begins. The limitation is handling: high-viscosity, high-filler materials can be difficult to load and may require heated hoppers or cartridge adaptors.
Progressive cavity pumps (PCPs) — The most effective technology for the majority of abrasive TIM applications. PCPs move material through a meshing rotor-stator geometry with very low shear — important for protecting filler integrity. They provide continuous volumetric output, handle high-viscosity materials well, and tolerate abrasive loading significantly better than gear pumps or standard auger valves. The critical specification: carbide-coated rotor paired with a specially formulated abrasion-resistant elastomer stator. Standard stainless rotors and off-the-shelf stator elastomers wear rapidly on heavily filled TIMs.
Gear pumps — Not appropriate for abrasive TIM work. High shear, high wear, not suitable for high-solids materials. Fine for low-viscosity, unfilled fluids. Wrong tool for this application.
Wear-Resistant Component Selection
Getting the pump right is necessary but not sufficient. Every component the TIM contacts must be specified for abrasion resistance.
Nozzle tips: Hardened steel or tungsten carbide. Standard stainless nozzles erode quickly, enlarging the orifice and widening the shot pattern. A tungsten carbide nozzle at 3–5× the price of stainless typically delivers 10–50× the service life on abrasive materials.
Hardened ceramic or carbide valves: Needle valves and seat valves in contact with abrasive TIMs should use hardened or ceramic-coated seats. A valve seat worn by a few hundred thousand cycles on a standard material will wear to the same degree in a fraction of the cycles on an abrasive TIM.
Abrasion-resistant fluid lines: Keep hose runs short and straight — every additional bend and meter of hose increases pressure requirement, which increases wear rate. Avoid using PTFE tape on fittings to prevent contamination in the fluid path.
Material Handling: Keeping Fillers in Suspension
Even a perfectly specified dispensing system produces inconsistent results if the material entering the system is not homogeneous.
Recirculation loops on bulk dispensing systems (pails and drums) are the most effective approach: material continuously circulates through the system, preventing filler settlement. For cartridge-based systems, low-speed tumbling or rolling before use re-suspends settled fillers without damaging them through excessive shear.
Temperature control matters for two reasons. First, viscosity changes significantly with temperature — a TIM that dispenses consistently at 25 °C may behave very differently at 18 °C. Second, controlled temperature stabilizes the recirculation loop and reduces the pressure required to move material, which in turn reduces wear. Heated hoppers or temperature-controlled storage for bulk containers are worth specifying on high-volume lines.
Never assume a full cartridge or pail is ready to dispense after sitting overnight without re-suspension. The specific gravity difference between a settled filler layer and the carrier fluid is large enough to cause measurable shot-to-shot variation in thermal performance. Filler settling is a related problem — why highly filled TIMs settle and how to prevent it covers what happens to shot weight and thermal resistance when the drum sits between shifts.
Building a Process That Qualifies Correctly
One mistake that appears repeatedly: teams run qualification trials on a syringe-applied sample, approve the TIM, then discover the production equipment cannot apply it consistently. The syringe delivers — the pump does not.
Qualify on the actual production equipment with your actual material, at your actual process temperature and viscosity. Include the full container format you will use in production (cartridge, pail, drum). Run long enough to observe early wear trends — not just first-article pass/fail.
Establish baseline metrics when the system is new: shot weight CV, bead width, flow rate at operating pressure. Monitor those metrics over production volume. Gradual drift from baseline is the earliest warning of wear, well before the system shows obvious failure. A component scheduled for replacement is far cheaper than an unplanned production shutdown.
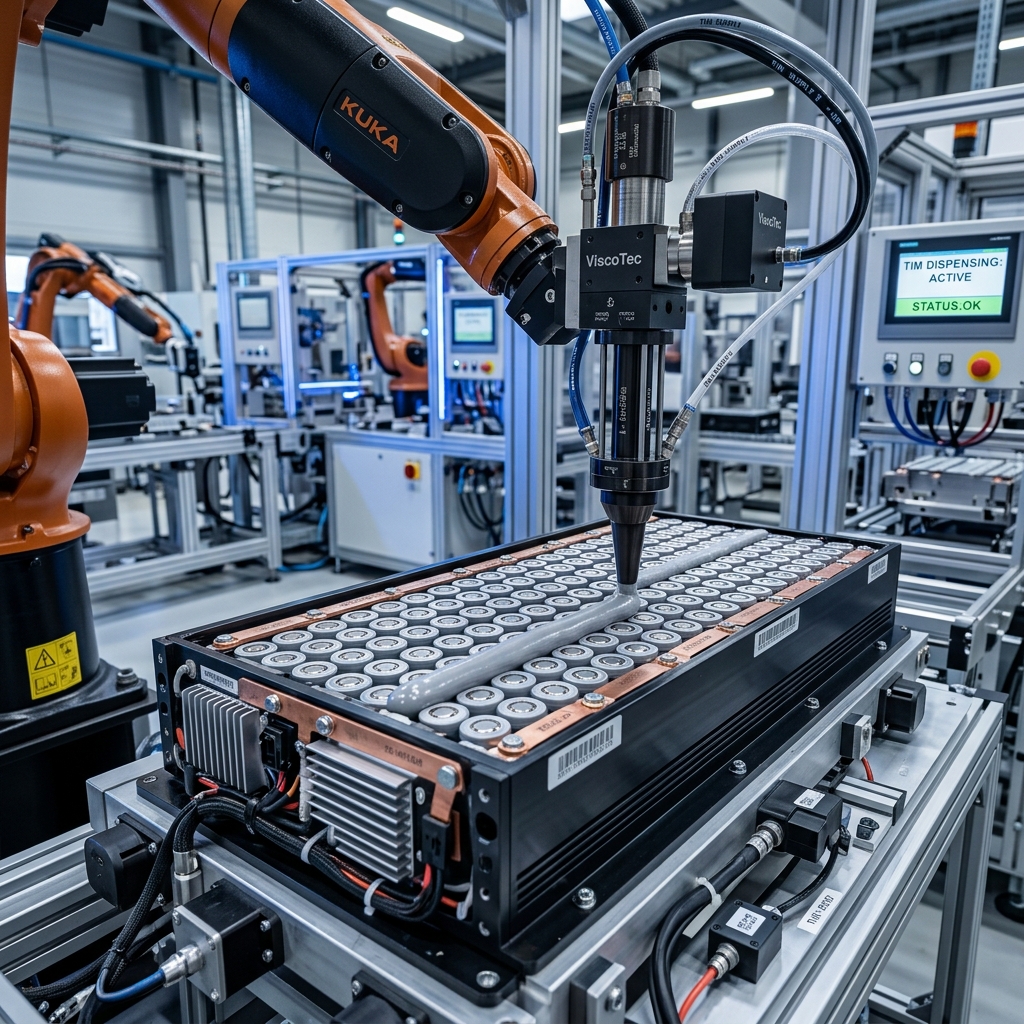
Dispensing System Configuration for EV and Power Electronics Applications
EV battery module assembly and power electronics manufacturing are the two highest-volume applications driving demand for high-performance TIM dispensing today. Both involve large bond areas, high filler loadings (3–8 W/m·K), and production volumes where manual or syringe-based application is not viable.
For these applications: progressive cavity pump with carbide rotor and abrasion-resistant stator, recirculating bulk material handling (20-liter pail minimum for volume), dispensing robot with controlled standoff height for consistent bond line thickness, and inline weight verification for shot-to-shot process control.
Void minimization is a secondary concern for these applications — particularly for battery potting and gap filler applications where entrapped air creates thermal hot spots. Vacuum-assisted dispensing or post-dispense vacuum degassing is worth evaluating if your application has zero-void requirements. The vacuum dispensing approach addresses this directly.
Frequently Asked Questions
What makes thermal interface materials so abrasive compared to other dispensing fluids?
The ceramic fillers used to achieve high thermal conductivity — primarily aluminum oxide — have a Mohs hardness of approximately 9, close to diamond. When loaded at 50–80% by volume, the fluid essentially carries a fine abrasive throughout the system. Standard stainless steel components are far softer and erode quickly under this loading.
Can I use a time-pressure dispenser for TIM applications?
Time-pressure dispensing is suitable for prototyping or very low-volume work. In production, accuracy degrades as components wear and back-pressure changes with material viscosity and temperature variation. Progressive cavity pumps or piston meters provide volumetric accuracy that holds through the wear cycle.
How often should I expect to replace wear components when dispensing abrasive TIMs?
Service life varies with filler type, loading percentage, operating pressure, and component material. A tungsten carbide nozzle on an alumina-filled TIM may last 10–50× longer than a standard stainless nozzle. Establish your own baseline by measuring nozzle orifice diameter and shot weight CV at regular intervals — this tells you your specific wear curve.
What container sizes work best for high-volume TIM dispensing?
20-liter pails with integrated recirculation are the standard for EV and power electronics production. Drum dispensing (55 gallon) is used at the highest volumes but requires drum pumps and dedicated bulk dispensing infrastructure. Cartridges (180–600 ml) remain practical for lower-volume or mixed-product environments, provided they are tumbled or rolled before use.
Summary
High-performance TIMs are not forgiving of equipment that was not designed for abrasive materials. The wear is real, it is faster than most teams expect, and it shows up as process variation before it shows up as visible equipment failure.
Specify progressive cavity pumps with carbide rotors and abrasion-resistant stators. Build a wear-resistant fluid path end-to-end. Implement material recirculation. Qualify on your actual production equipment.
If you are evaluating dispensing equipment for a TIM application — whether EV battery assembly, power electronics potting, or semiconductor-level thermal management — the pump configurator is a useful starting point for matching equipment to your specific material and volume requirements, or contact us to discuss the application directly.
Gavin Petersen has spent 30+ years in industrial fluid dispensing, including senior roles at Graco. He works directly with manufacturing engineers on material-specific equipment selection and process qualification for abrasive and high-performance dispensing applications.