




































Post-Shot Dripping and Stringing: What Causes It and How the ADVU Anti-Drip Valve Eliminates It
Introduction
You've dialled in your dispense program. The shot weight is right, the pattern looks clean, the process is running.
Then the nozzle hangs there between shots — and drips. Or worse, it strings. A thin thread of adhesive trails across the part as the head moves to the next position, bridging two bond sites that were never supposed to touch.
By the time you catch it, there are rejected parts in the tray and cured adhesive baked onto the nozzle tip.
This is not a calibration problem. It's not an operator problem. It's a physics problem — and it has a specific mechanical solution.
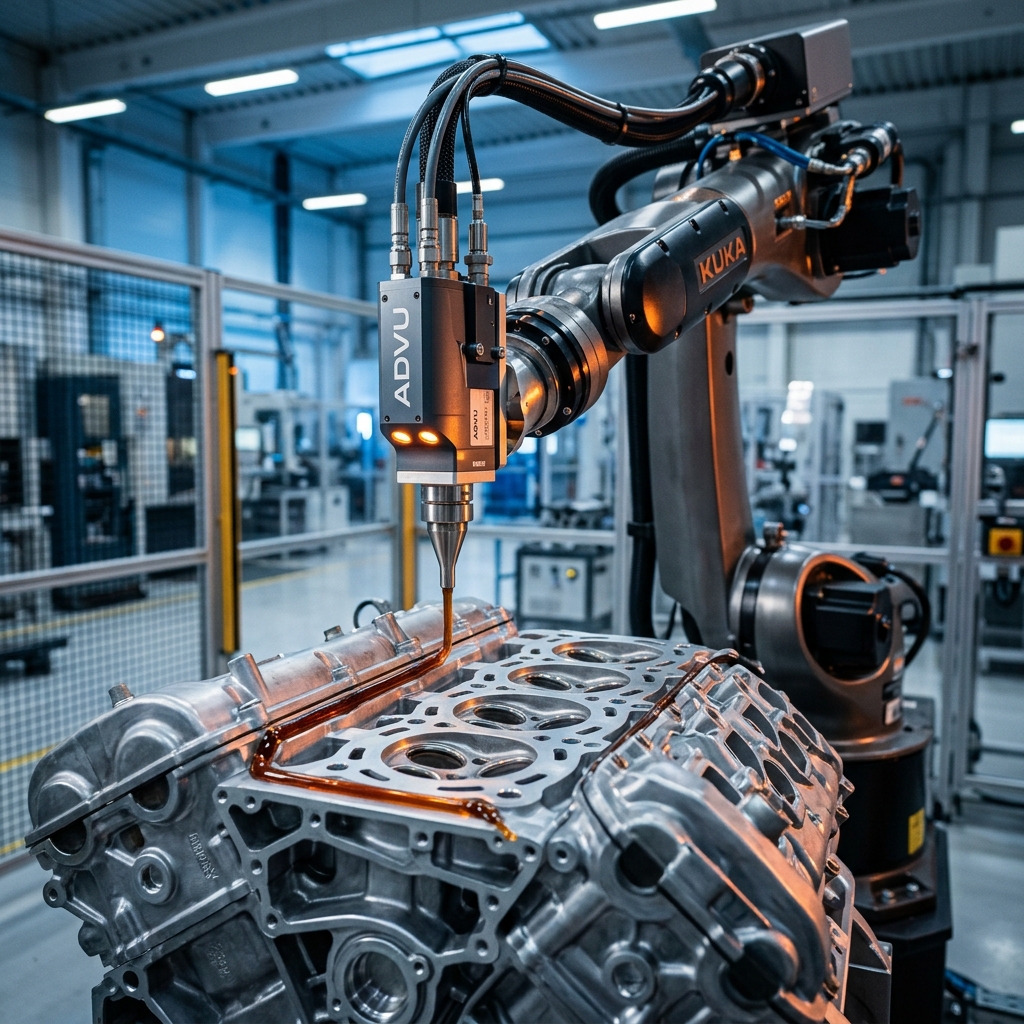
 The ADVU anti-drip valve (circled) integrates directly onto the dispensing head, applying suck-back after each shot.
The ADVU anti-drip valve (circled) integrates directly onto the dispensing head, applying suck-back after each shot.
What Causes Post-Shot Dripping
When a dispense valve closes, it stops the active flow. What it does not do — unless specifically designed to — is remove the residual pressure and fluid column sitting in the nozzle tip.
That fluid column is still under positive pressure. Gravity acts on it. In low-viscosity materials (adhesives under 500 cP, flux, oils, thin solvents), that column will flow out under its own weight the moment the valve closes. That's your drip.
Three factors make it worse:
Material temperature. Warm material flows faster. If your valve is close to a heated tip or the plant runs hot, viscosity drops and the drip rate increases. A material that behaves itself at 20 °C can become a persistent dripper at 35 °C.
Nozzle geometry. A large-bore nozzle holds more residual material in the tip. More material means more weight, more potential energy, more drip. Switching to a smaller gauge nozzle helps — but eventually the process requires the bore it requires.
Dispensing frequency. At low cycle rates, the nozzle sits between shots long enough for gravity to do significant work. High-frequency applications (fast cycling robots) drip less simply because there's less dwell time between shots — but stringing remains a problem regardless of speed.
What Causes Stringing
Stringing is a different defect driven by material viscoelasticity rather than gravity.
Silicones, polyurethanes, and many filled adhesives are viscoelastic — they store and release energy like a stretched rubber band. During dispensing, the material is under shear stress as it moves through the valve and nozzle. When flow stops, that stored elastic energy relaxes, driving a slow continued outward creep of material.
As the dispense head moves to the next position, this viscoelastic tail stretches into a thin filament between the nozzle tip and the last deposit. If the material has enough cohesive strength to resist breaking cleanly, that filament drapes across the part.
The result: a fine thread of adhesive connecting two bond sites that should be isolated. In electronics assembly, that's a short waiting to happen. In medical device assembly, it's a contamination event. In any application, it's a rejected part. Viscosity is also a factor — lower-viscosity materials drip more. The 3 viscosity factors that break time-pressure dispensing explains why material properties matter for every aspect of your dispense process, not just shot weight.
Why It Gets Worse in 2K Applications
In two-component dispensing (epoxies, polyurethanes, silicones with separate A and B components), post-shot drip and stringing carry an additional failure mode: cross-contamination at the nozzle tip.
If component A creeps out of one port and component B creeps from the other, they meet at the static mixer exit and begin reacting. In a slow-cycling process, that reaction progresses between shots. The next time the valve opens, the partially-cured mixed material is already sitting in the nozzle. It won't dispense cleanly. In the worst case, it cures in place and blocks the tip.
This is why 2K applications have a zero-tolerance standard for post-shot drip. A single blocked tip in a production line means a line stop, a nozzle change, and a full purge cycle.
How the ADVU Anti-Drip Valve Works
The ADVU (Anti-Drip Valve Unit) solves the problem mechanically by introducing a controlled suck-back pulse immediately after each shot closes.
When the dispense signal ends, the valve does two things in rapid sequence: it closes the fluid path to stop forward flow, and simultaneously applies a brief, calibrated negative pressure that retracts a small volume of material back up into the nozzle tip — pulling the fluid meniscus away from the nozzle exit.
This does three things at once:
Removes the residual pressure head. The positive pressure that was driving material forward is relieved. There is nothing left pushing fluid out of the nozzle tip between shots.
Eliminates the viscoelastic tail. By actively retracting material, the valve interrupts the elastic rebound before it has a chance to string. The cut-off is mechanical, not reliant on surface tension or material cohesion.
Keeps the nozzle tip clean. In 2K systems in particular, the retracted position keeps A and B components separated at the tip, preventing inter-shot mixing and the cured-blockage failures that follow.
The suck-back volume is adjustable — typically via an air-pressure regulator or a mechanical adjustment screw — so you can dial in the retraction for your specific material viscosity and nozzle bore without introducing air into the fluid path.
 ADV-1: rotary-type anti-drip valve, suitable for the widest range of material viscosities.
ADV-1: rotary-type anti-drip valve, suitable for the widest range of material viscosities.
When You Need an Anti-Drip Valve
 The ADV anti-drip valve series covers the full range of 2K dispensing applications. Selection depends on material viscosity, shot volume, and static mixer compatibility.
The ADV anti-drip valve series covers the full range of 2K dispensing applications. Selection depends on material viscosity, shot volume, and static mixer compatibility.
Not every application needs one. A high-viscosity paste (above 50,000 cP) dispensed through a small-bore tip at high cycle rate will likely self-clean — it doesn't have the fluidity to drip, and its short transit between shots prevents stringing.
You need an ADVU when:
- Material viscosity is below 5,000 cP and the nozzle tip is large (18G or wider)
- You are dispensing silicone, polyurethane, or any viscoelastic material that strings
- Cycle time includes any dwell period (the head stops over a part, deposits, and moves — there is always a brief nozzle hang at the deposit site)
- You are running a 2K process — this is non-negotiable regardless of viscosity
- You are dispensing expensive materials (silver-filled adhesives, structural epoxies) where drip waste has meaningful cost impact
- Your line is running unattended and manual nozzle cleaning between cycles is not an option
Frequently Asked Questions
What is suck-back in fluid dispensing?
Suck-back is a brief negative-pressure pulse applied to the nozzle immediately after a dispense shot closes. It retracts a small volume of material back into the tip, removing the residual pressure head and pulling the fluid meniscus away from the nozzle exit. This prevents both drip (gravity-driven) and stringing (viscoelastic-driven) between shots. The suck-back volume is calibrated to the material viscosity — too little and you still drip; too much and you draw air into the fluid path on the next shot.
What is the difference between dripping and stringing in dispensing?
Dripping is gravity-driven: residual low-viscosity material in the nozzle tip flows out between shots under its own weight. Stringing is elasticity-driven: viscoelastic materials (silicones, polyurethanes) store energy during flow and release it slowly after the valve closes, producing a thin filament that trails behind the moving nozzle head. Both defects cause part contamination and rejected assemblies, but they respond to slightly different suck-back tuning — drip prevention needs volume retraction; string prevention needs faster retraction speed.
Can I stop dispensing drips by adjusting pressure or timing?
Partially. Reducing dwell time and lowering dispense pressure both help reduce drip volume, but they do not eliminate the physics driving it. You are tuning around the problem rather than solving it. The residual pressure head and viscoelastic rebound are still present — you're just reducing their effect. The only complete solution is mechanical retraction via an anti-drip valve. Pressure and timing adjustments remain useful for fine-tuning after the valve is installed.
Do all dispensing systems need an anti-drip valve?
No. Very high-viscosity materials (above 50,000 cP) dispensed through small-bore nozzles at high cycle rates typically do not drip or string enough to cause production problems. Grease, thick paste, and high-fill encapsulants are usually self-cleaning at the nozzle. Anti-drip valves are most critical for low-to-medium viscosity adhesives, all 2K systems, silicones, and any process where the dispense head dwells or pauses between shots.
The Bottom Line
Post-shot dripping and stringing are not process nuisances — they are defect generators. Left unaddressed, they produce rejects, contaminate assemblies, foul nozzles, and create unplanned downtime in 2K systems when mixed adhesive cures in the tip.
The root cause is physics: residual pressure and viscoelastic rebound after shot close. The solution is mechanical: an ADVU anti-drip valve that retracts material actively, cleanly, and repeatably after every shot.
If your line is generating stringing defects, producing contaminated bond sites, or running 2K materials with repeated tip-blocking events, the anti-drip valve is the first thing to address — before you change materials, before you change nozzles, before you retrain operators.
Explore the Dispense Robotics ADVU Anti-Drip Valve range or contact us to discuss your application and the correct suck-back specification for your material and cycle rate.
Gavin Petersen of Dispense Robotics has spent 30+ years in industrial fluid dispensing, including senior roles at Graco. He works directly with manufacturing engineers to diagnose dispensing process failures and specify the right automation.